世界唯一の特許技術で、従来法(直線振動)と比較し、
振動エネルギーの減衰が抑制され、小エネルギーでかつ
ダメージの少ない接合を可能とする、金属接合界における画期的な方法。
複合振動を発生させる、複合振動ホーンの主な特徴をご紹介します。
FEATURE
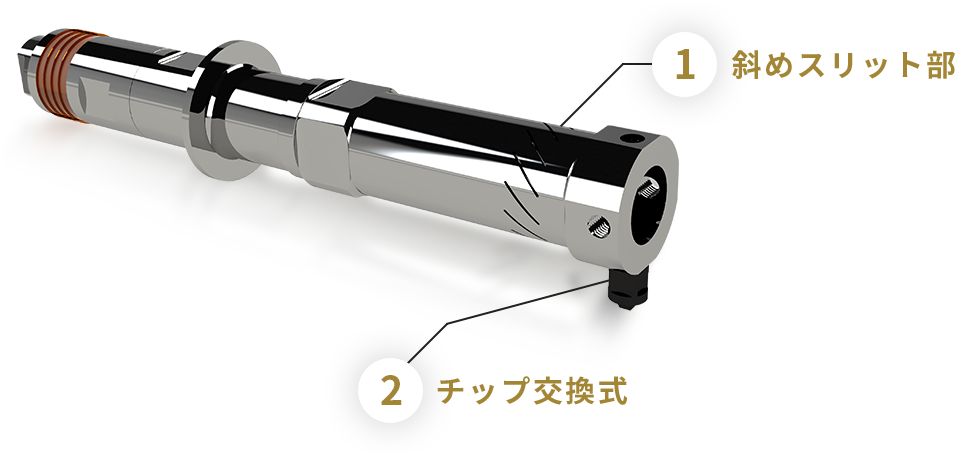
1
斜めスリット部
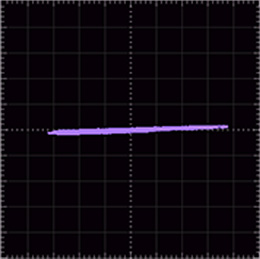
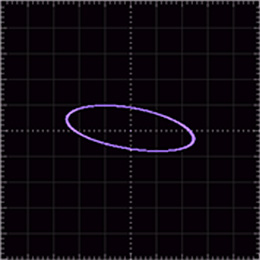
直線振動に斜めスリット部によるねじり振動を加え円形、または楕円形の振動を発生複合振動の最大の特徴は、振動の軌跡に折り返しがない点です
直線振動軌跡
複合振動軌跡
FEATURE
2
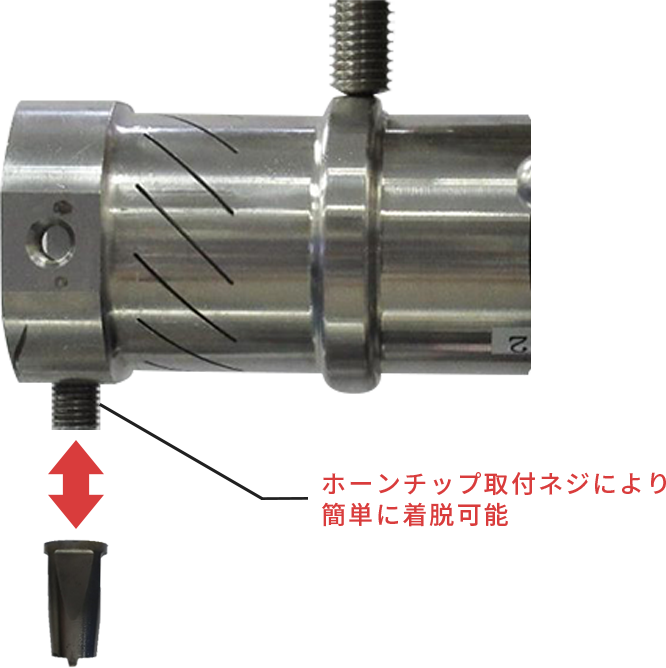
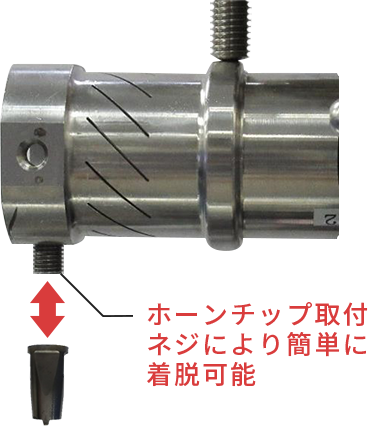
チップ交換式
従来の振動ホーン交換式ではなく、先端のチップのみ交換する、「先端ホーンチップ交換式」を採用、交換作業時間を大幅に削減することが可能です
実際に下記条件下において、接合強度が1700N≧を得られた際の直線、複合振動の比較検証を行いました。
直線振動
VS
複合振動

ホーンチップ、アンビル形状
同形状
ワーク材質
同材質
(A1050材、100mm×
30mm t=1mm同士の接合)
接合引張試験最低強度値
1700N同等、あるいは以上
上記の3つの条件下で検証します
直線振動
複合振動
結論
直線振動と比較し、約1/3のエネルギー量で接合が可能である。
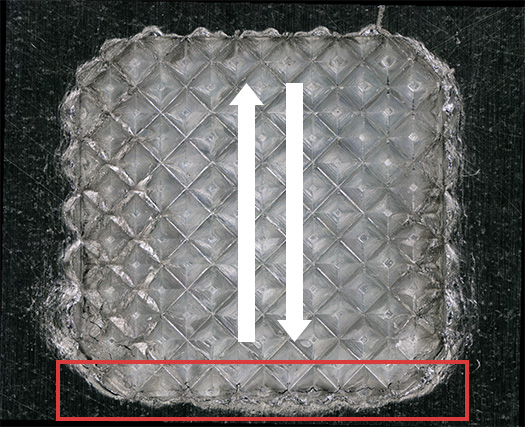
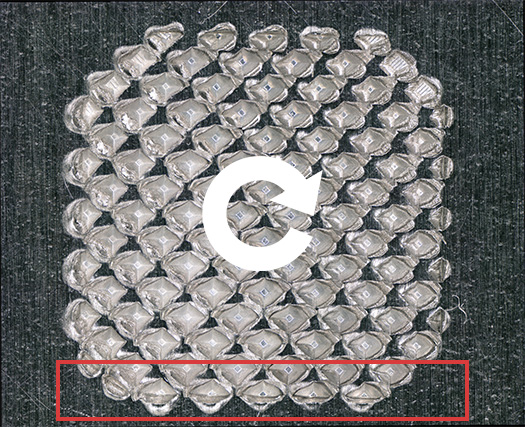
接合後のワーク表面写真
直線振動

拡大図
折り返しが発生するため
接合端部に大きなダメージ
複合振動

拡大図
折り返しがないため
接合端部にダメージがない
接合中ワーク界面に
かかる力の比較グラフ
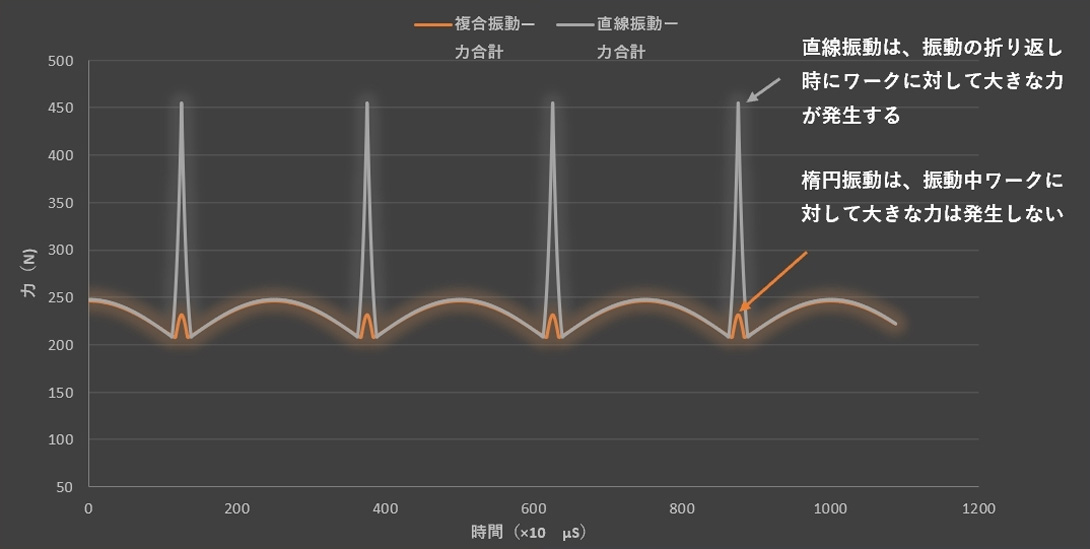
結論
直線振動と比較し、接合端部のダメージがなく、ワーク界面にかかる力も大幅に減少される。
接合中の様子
(ハイスピードカメラにて撮影)
直線振動
飛散物が多く、バリの形成が目立つ
複合振動
飛散物が少なく、バリの形成も見られない
結論
直線振動と比較し、飛散物(スパッタ)がほぼ発生せず、バリの形成も見られない。
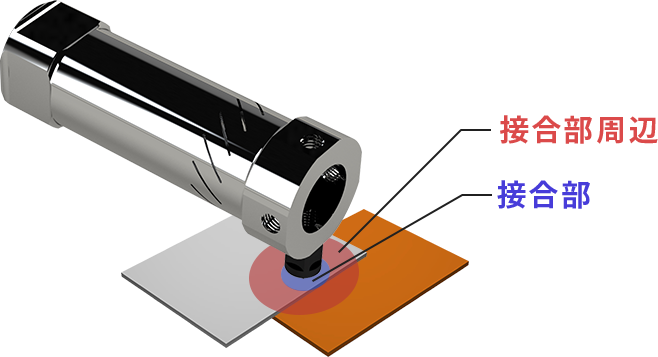
サーモグラフィにより
接合時の周辺温度を計測。
(設定温度範囲0℃~200℃)
直線振動
複合振動
結論
直線振動と比較し、接合時の周辺温度影響が少ない。
マイクロスコープによる接合の
方向性及び接合界面
の接合痕状況を観察。
(完全接合前に剥がした後)
直線振動
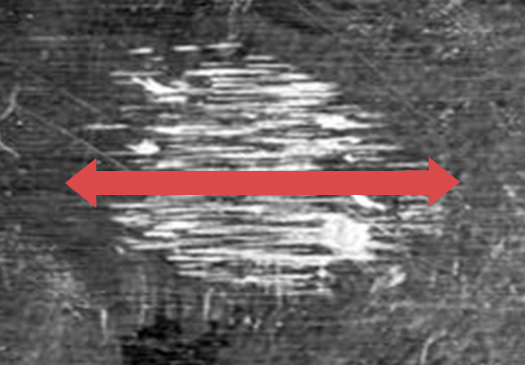
接合に方向性がある
複合振動
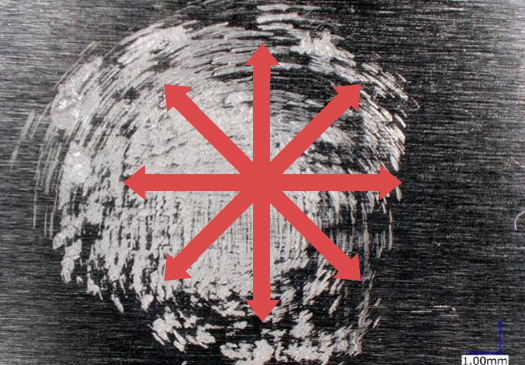
接合に方向性がなく、どの方向にも一様な強度を得る
結論
複合振動には接合に方向性がないため、どの方向にも一様に強度が得られ、かつ様々なメリットがある。
弊社接合技術は多岐にわたる業界へ利用されています。
円筒型リチウムイオン電池
電極の缶底接合など

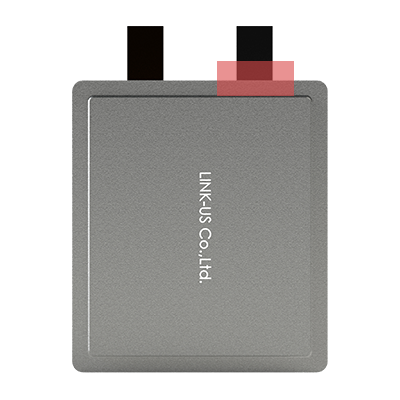
ラミネート型リチウムイオン電池
集電箔×電極×バスバー接合など
組電池/キャパシタ
バスバー接合

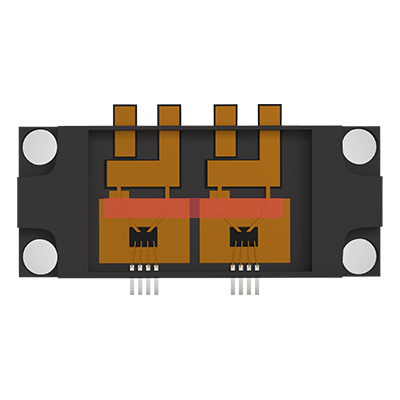
パワーデバイス
バスバー/リボン接合など
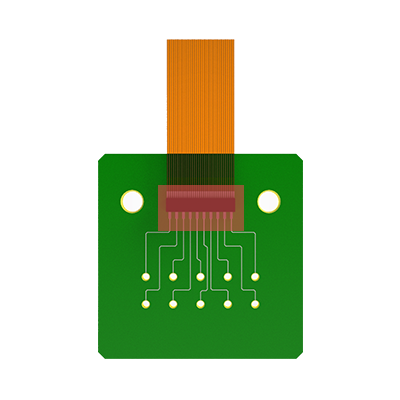
フレキシブルプリント基板
素線/端子/FPC同士など
コネクター/ハーネス
より線と端子接合など