Can-bottom bond for cylindrical lithium-ion batteries
Next generation batteries (LIB, all solid state)
Plate x Plate
Example of bonded workpieces using long horn tips
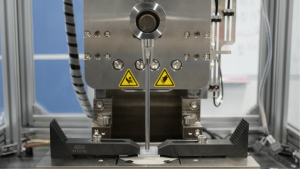
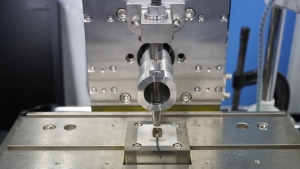
Photo 1. Bonding with long horn tip
In a cylindrical battery cell bond, the positive, negative and separator are stacked together and the coiled part (electrode body) is placed in a cylindrical container. They must be bonded together.
Since spark generation is a direct cause of ignition and rupture, which is due to contamination of metallic particles caused by sputter occurring during welding and when bonding electrode bodies and cans together, it is very important to design a process to prevent contamination of foreign matter in lithium ion battery manufacturing.
Ultrasonic bonding using our complex vibration technology can reduce the risk of foreign matter contamination by minimizing the formation of sputter and burrs, which can cause ignition and rupture, and the formation of metallic compounds due to thermal effects.
It is also possible to carry out bonding using a long and narrow horn tip as shown in photo 1 to avoid the can bottom and shielding.
Bonded workpieces and result details

Photo 2. Photo after bonding (enlarged with a microscope)
Bonding tests were carried out using the following workpiece and test conditions for a cylindrical lithium-ion battery can bottom.
<Workpiece details>
Top workpiece part: Aluminum tab t=0.4 mm
Bottom workpiece part: Aluminum tab t=3.0 mm
<Bonding result details>
Bonding time: 0.052 sec.
Amplitude: 45%
Static pressure: 200 N
Energy: 15J.
Bond depth control: 230 µ m.
Having no folded back vibration trajectories allowed for low-energy, non-intrusive bonding for the workpieces used in this test as well.
Additionally, the horn tip (consumable) was bonded without breaking it even with its long and narrow dimensions as shown in Photo 1.
Tensile test results and bonding summary
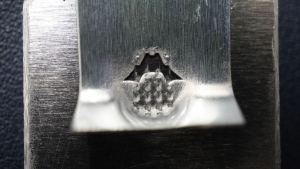
Photo 3. Photo after tensile test (enlarged with a microscope)
A tensile test was performed after the above bonding test. The results of the tensile strength are as follows:
Bonding strength: 299 N (base metal fracture)
In conclusion, there are no noticeable scratches or burrs on the bonding edges of the bonding faces and no signs of piercing.
The tensile test showed that the base metal was fractured.
Even for long and narrow workpieces like cylindrical lithium-ion batteries, if complex vibrations are employed, a long and narrow horn tip with a geometry suitable for the workpiece can be used for low energy and non-invasive bonding.
Our horn tips can be designed to match your workpiece's geometry.
Feel free to contact us by visiting the Contact Us page on our website.
Return to the list